Das erste komplexere Objekt mit Slic3r-GCode aus dem Weistek war … nennen wir es mal „unbeeindruckend“. Wo der Testwürfel noch gut aussah, zeigen sich hier Wellen und ein deutlicher Versatz, der aus dem eckigen Gehäuse ein schiefes Ding macht.
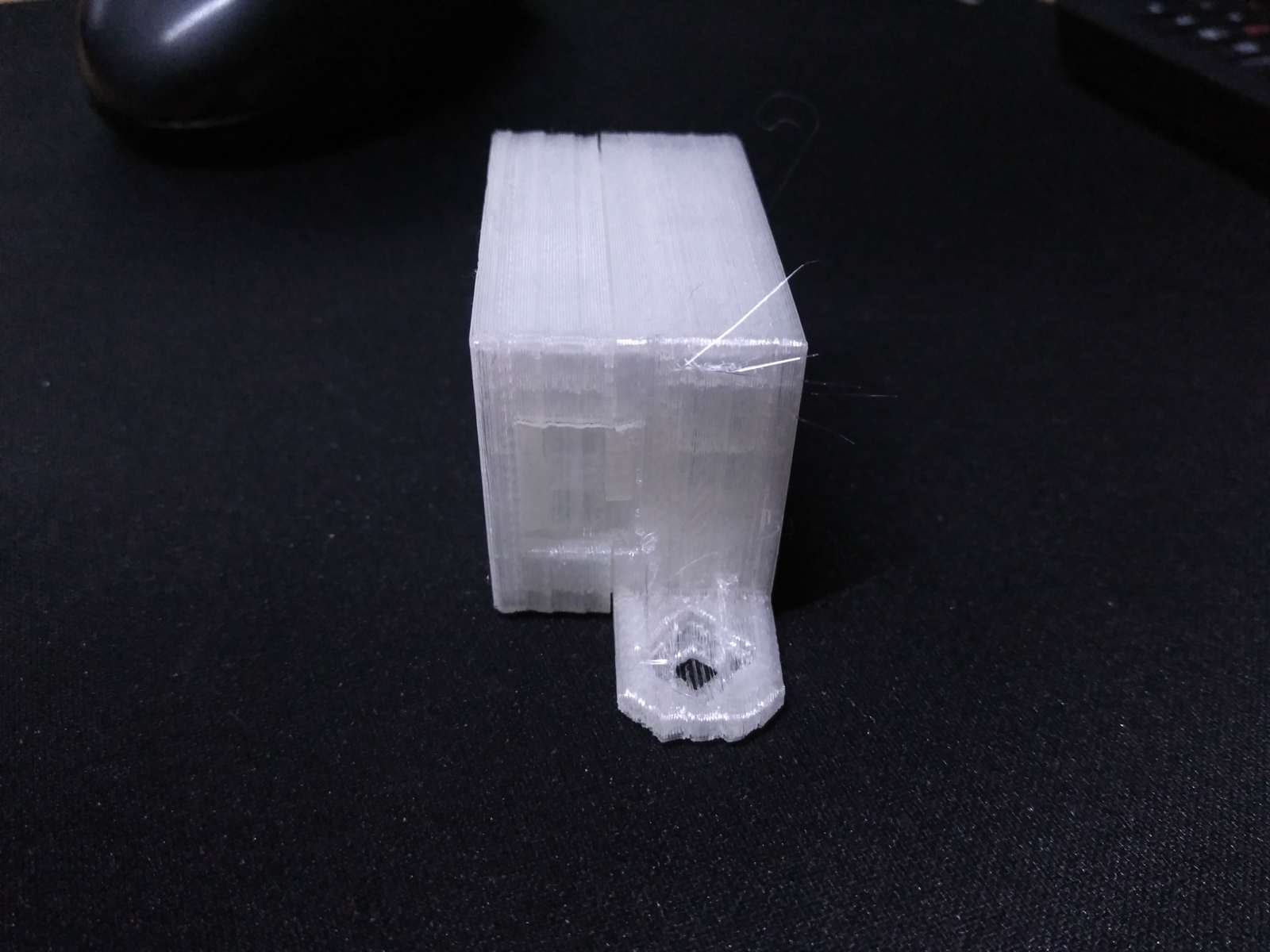
Die gleiche Datei aus ReplicatorG umgewandelt zeigt keines der Probleme. Auch die Vorschau des Slic3r-Modells ist wie sie sein soll. Das schränkt es auf „wahrscheinlich etwas Mechanisches“ ein.
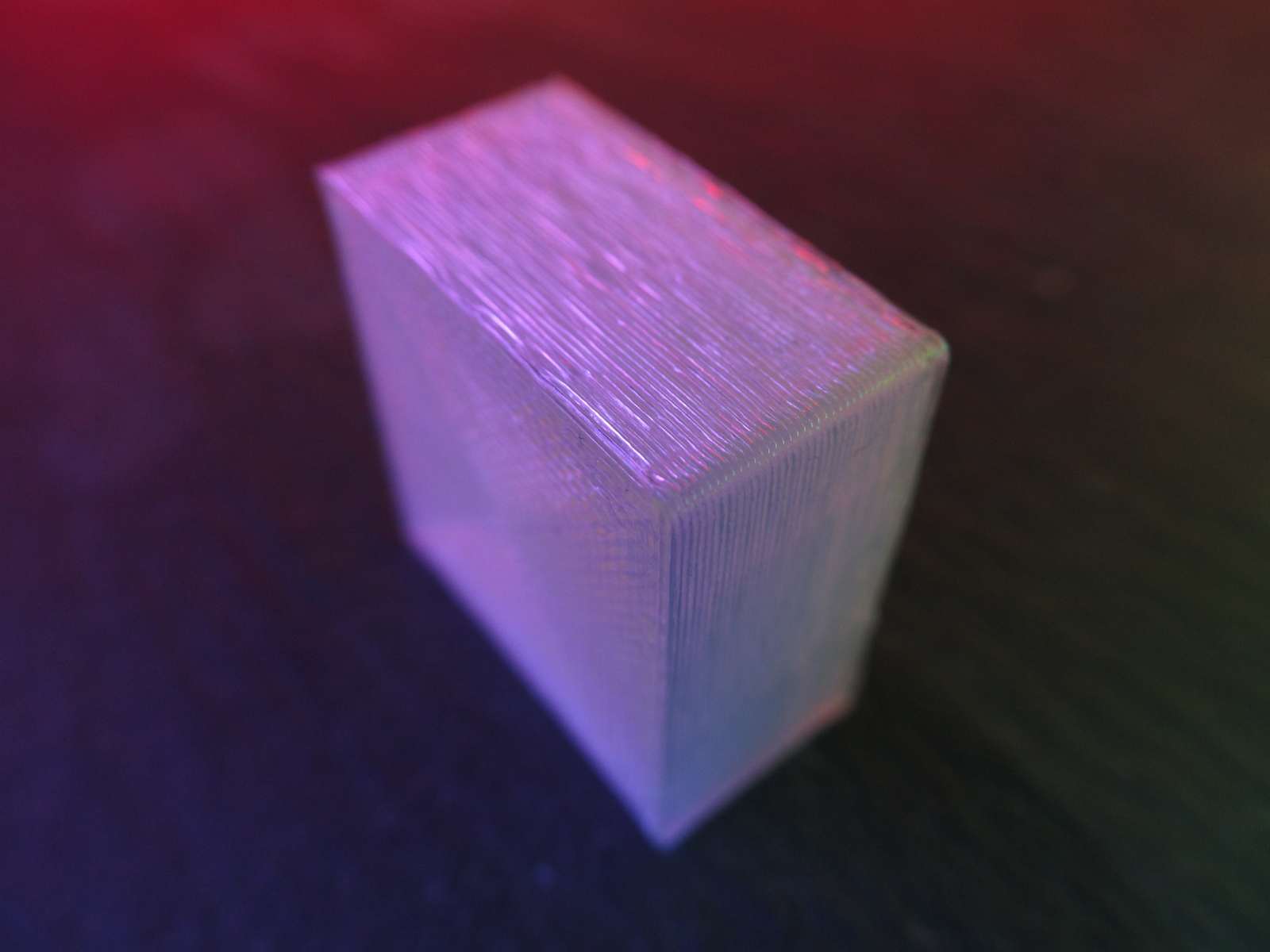
Mit reduzierter Geschwindigkeit kommt als nächstes (auch aus Zeitgründen) ein Testwürfel an die Reihe. Ergebnis? Schön.
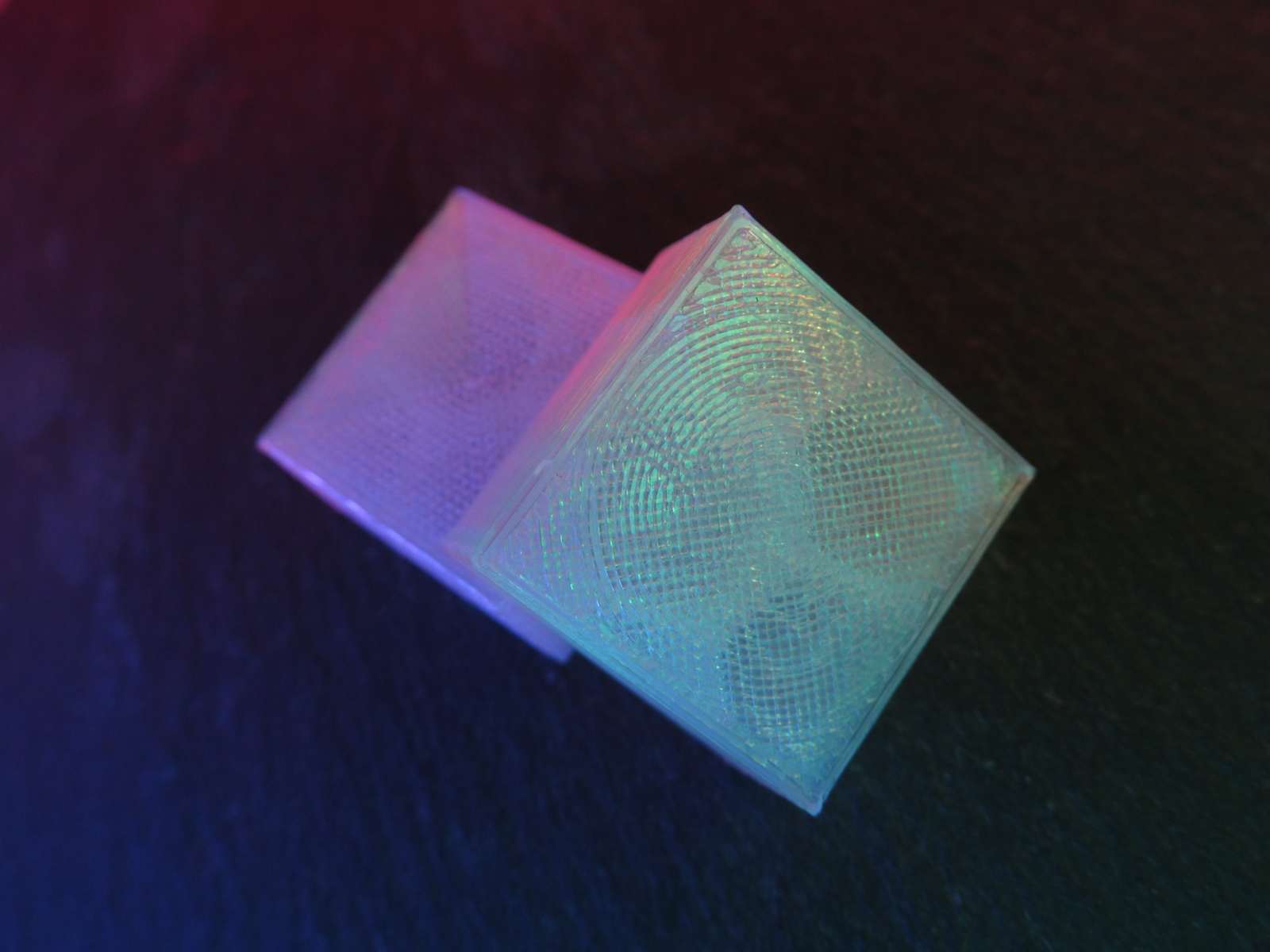

Eine Vase zum Ausprobieren des Vasenmodus mit seiner kontinuierlichen Kreisbahn (statt einzelner Ebenen) liefert auch ein überzeugendes Ergebnis, bis auf den etwas undichten Boden. Dann ermutigt wieder zurück zum Gehäuse mit seinen komplexen Formen, mit gleichen Einstellungen, und:

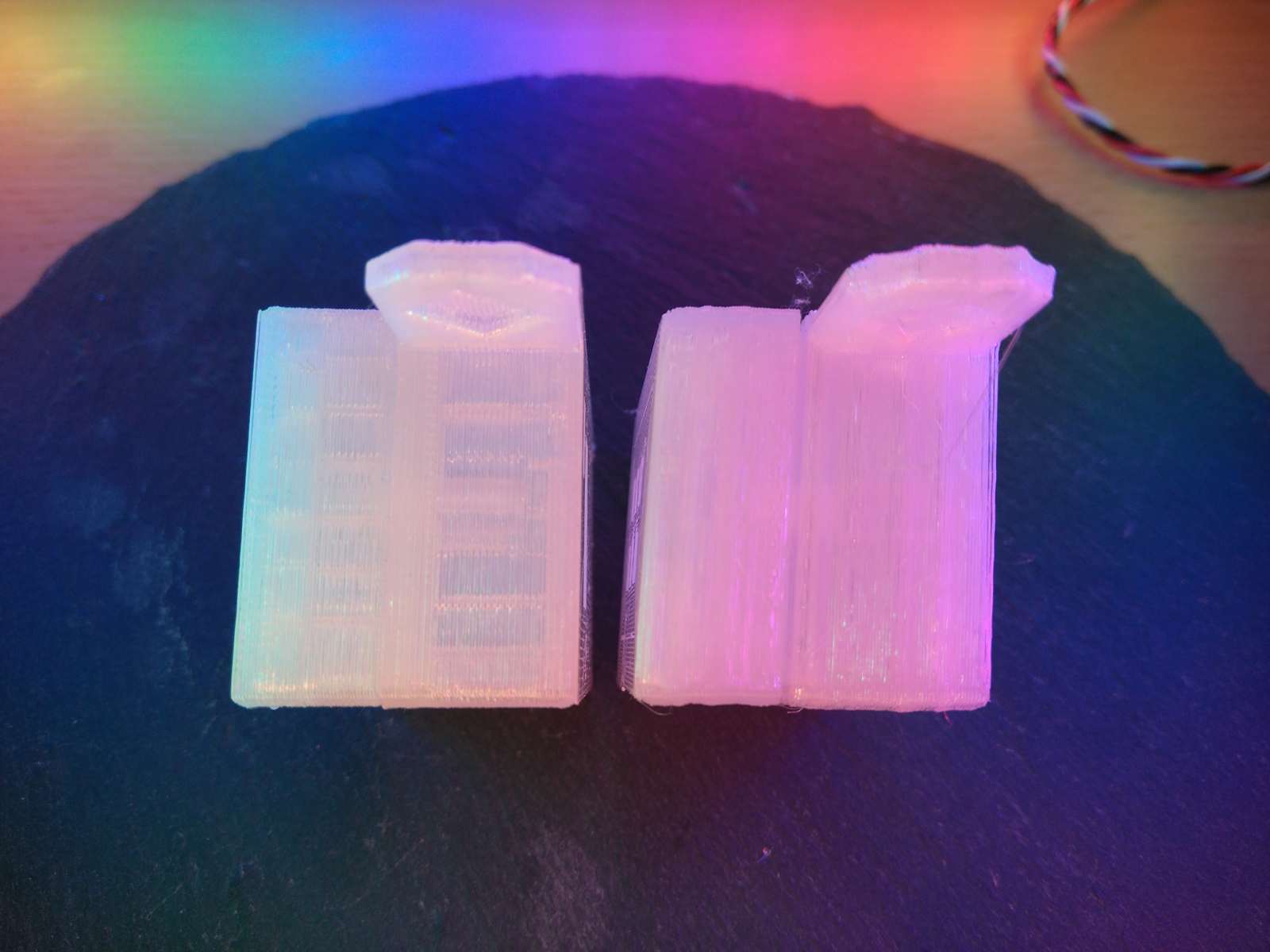
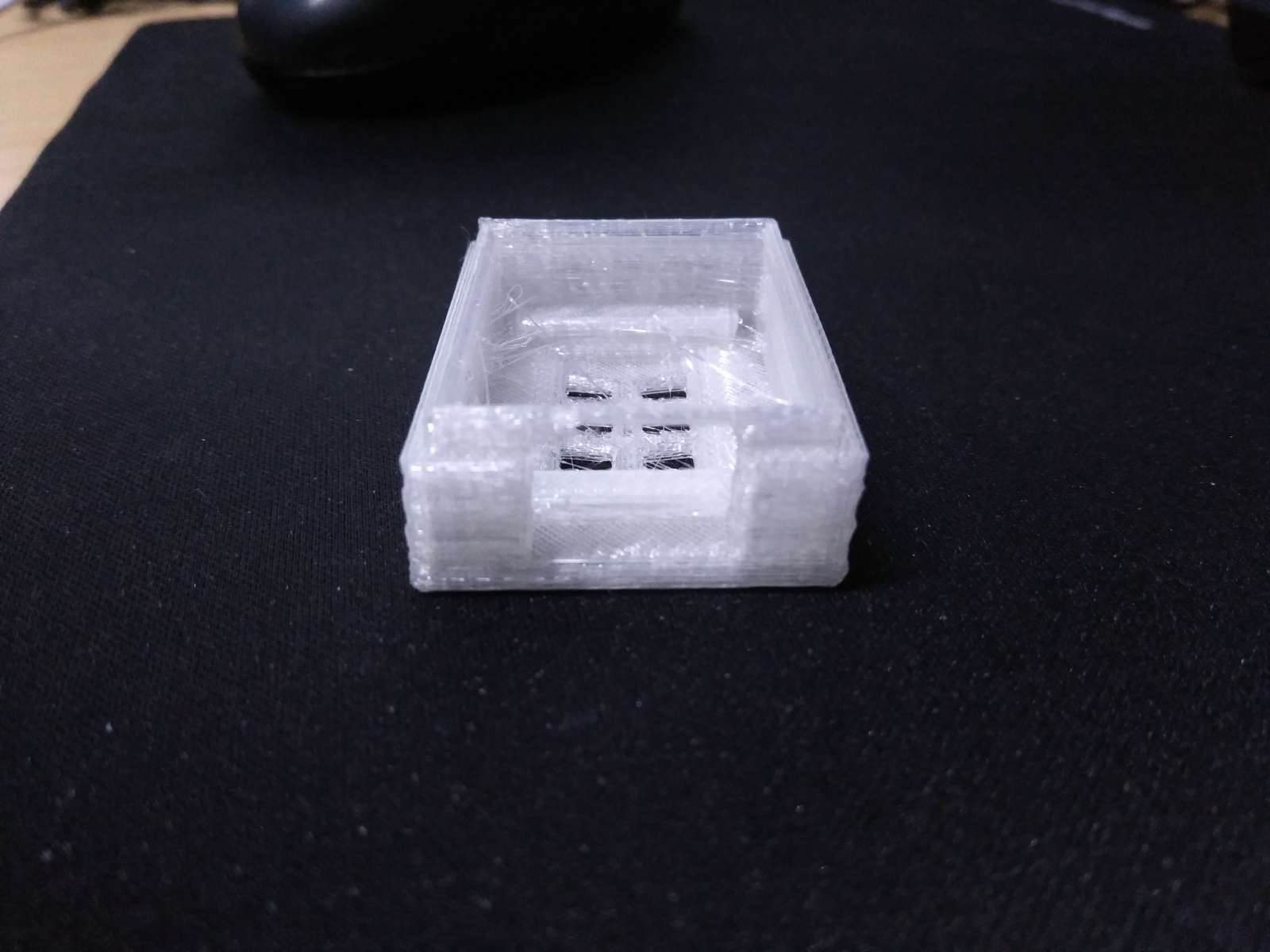
Krumm und schief und wellig. Das gehört zu den frustrierenden Dingen beim 3D-Druck. Nachdem es ganz offensichtlich nicht die Geschwindigkeit ist, drehe ich an der Beschleunigung, und bekomme die Meldung dass das Board in meinem Weistek diese Einstellung nicht unterstützt.
Nebenbei fällt mir auf, dass dieses Controller-Board kein RepRap- sondern ein Sailfish-Board ist. Und eine Umstellung des „GCode-Flavor“ in Slic3r bewirkt immerhin, dass nun zwischendurch der Druckfortschritt wieder angezeigt wird. Leider ändert es nichts an den Wellen und dem Verzug.
In der Board-Firmware schraube ich die Beschleunigung weiter nach unten: Wo Weistek als Empfehlung 2000 (für Draft) bzw. 1000 mm/s² (für Qualität) als Limit empfiehlt, setze ich nun 400. Zusätzlich reduziere ich die Überlappung Aussenkontur zu Füllstruktur von 15 % (Slic3r-Vorgabe) auf 5 % herunter und drehe das Füllgitter vom 45° auf 0°, außerdem wird der Grenzwert für „Fläche vollständig mit Plastik füllen“ von 70 mm² auf 7 mm² reduziert. Dafür wird die Geschwindigkeit wieder auf 60 mm/s² angehoben.
Der nächste Druck?
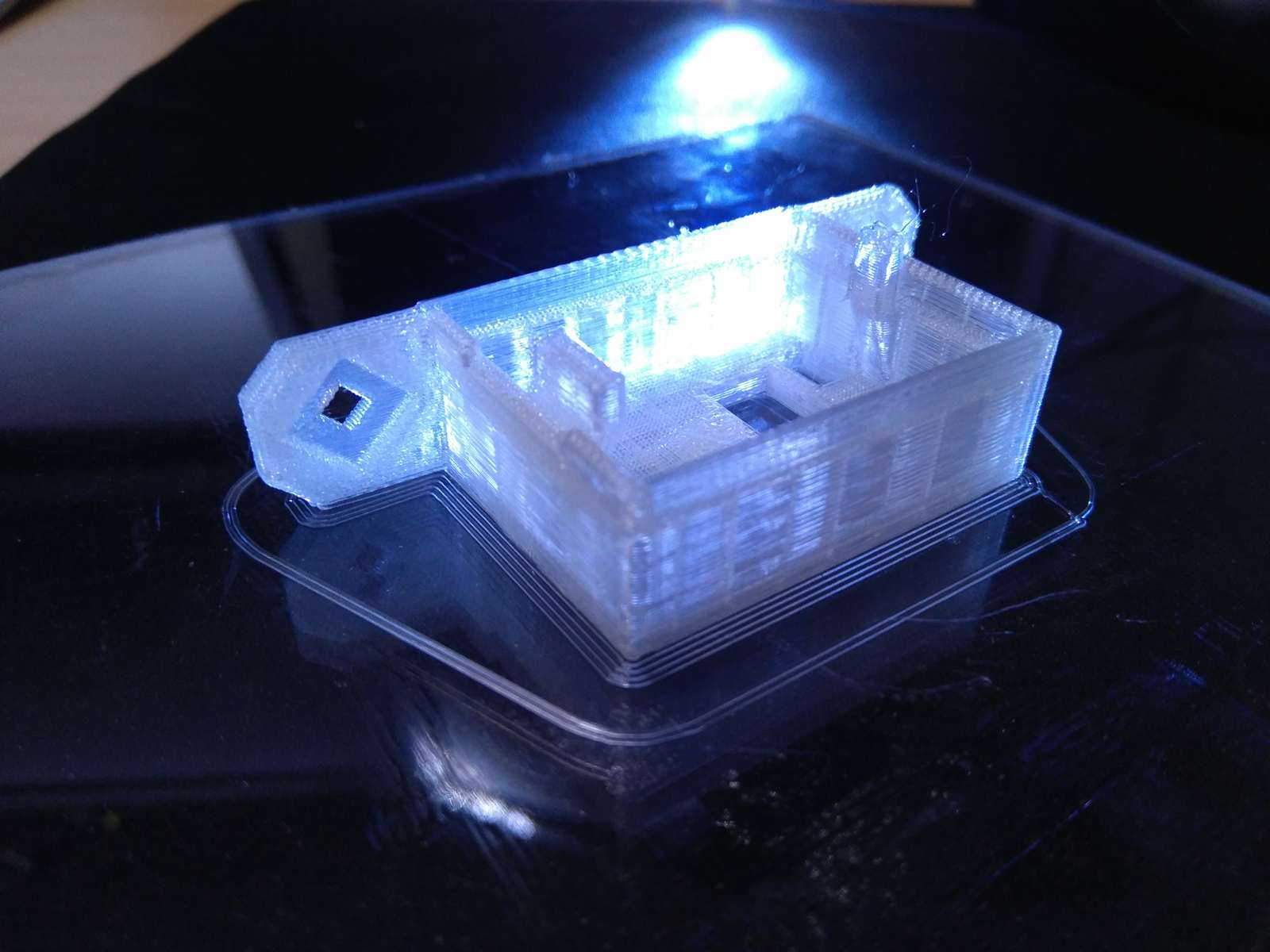
Völlig ohne Beanstandungen.
Woran es genau gelegen hat, kann ich noch nicht sagen. Die „Schwellungen“ außen waren wohl dem Überquellen des Materials bei vollständigem Ausspritzen geschuldet. Das wurde durch die reduzierte Massiv-Füllungsgrenze abgestellt. Der Versatz kam wohl durch die 15% Überlappung am Rand, denn wenn bei den Füllungen einige hundert Male die Düse gegen den Rand geklopft wird, bleibt ein Risiko, dass dabei der Motor eine Raste überspringt und ab da verschoben weiter gedruckt wird. Gew
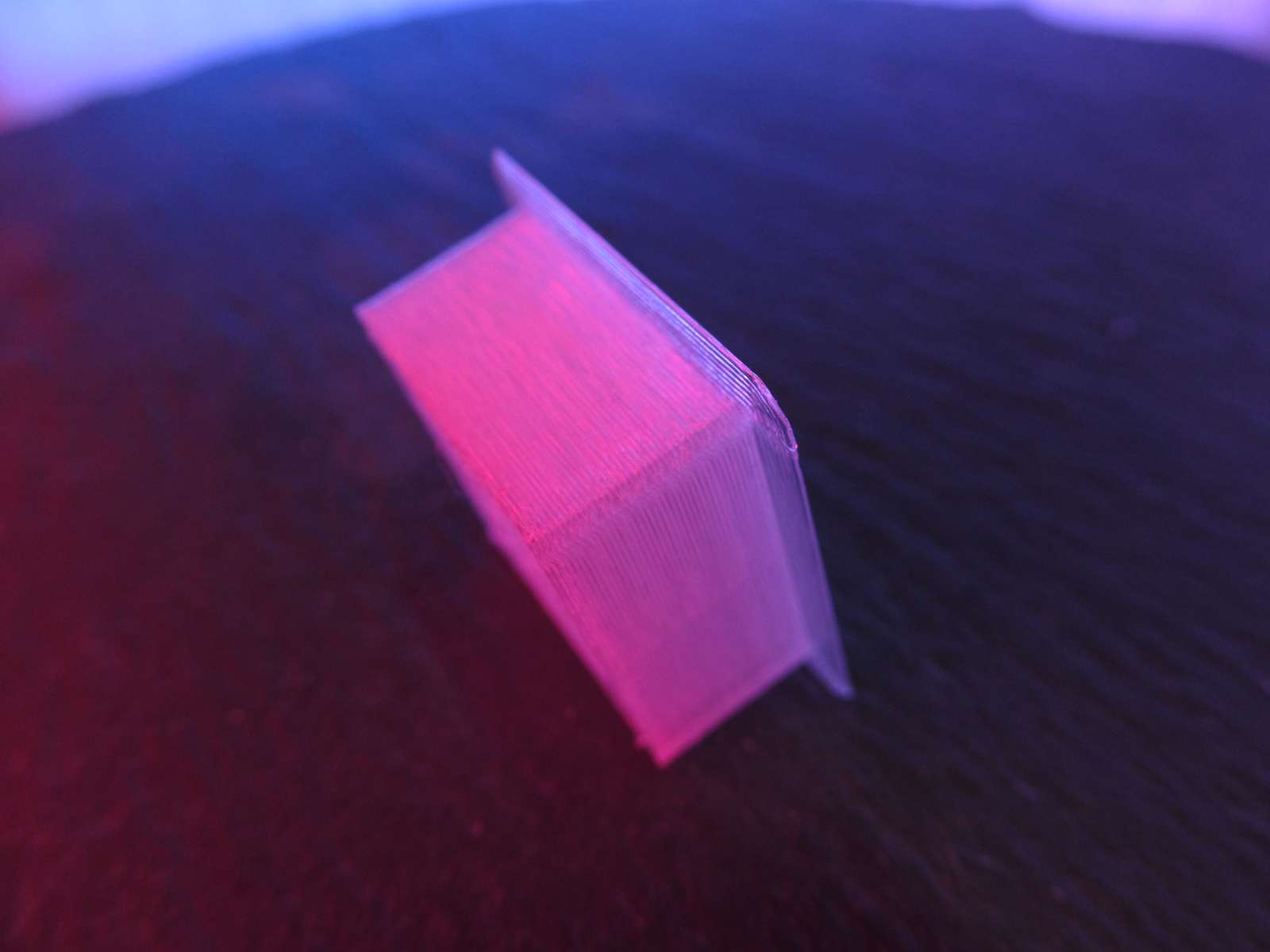
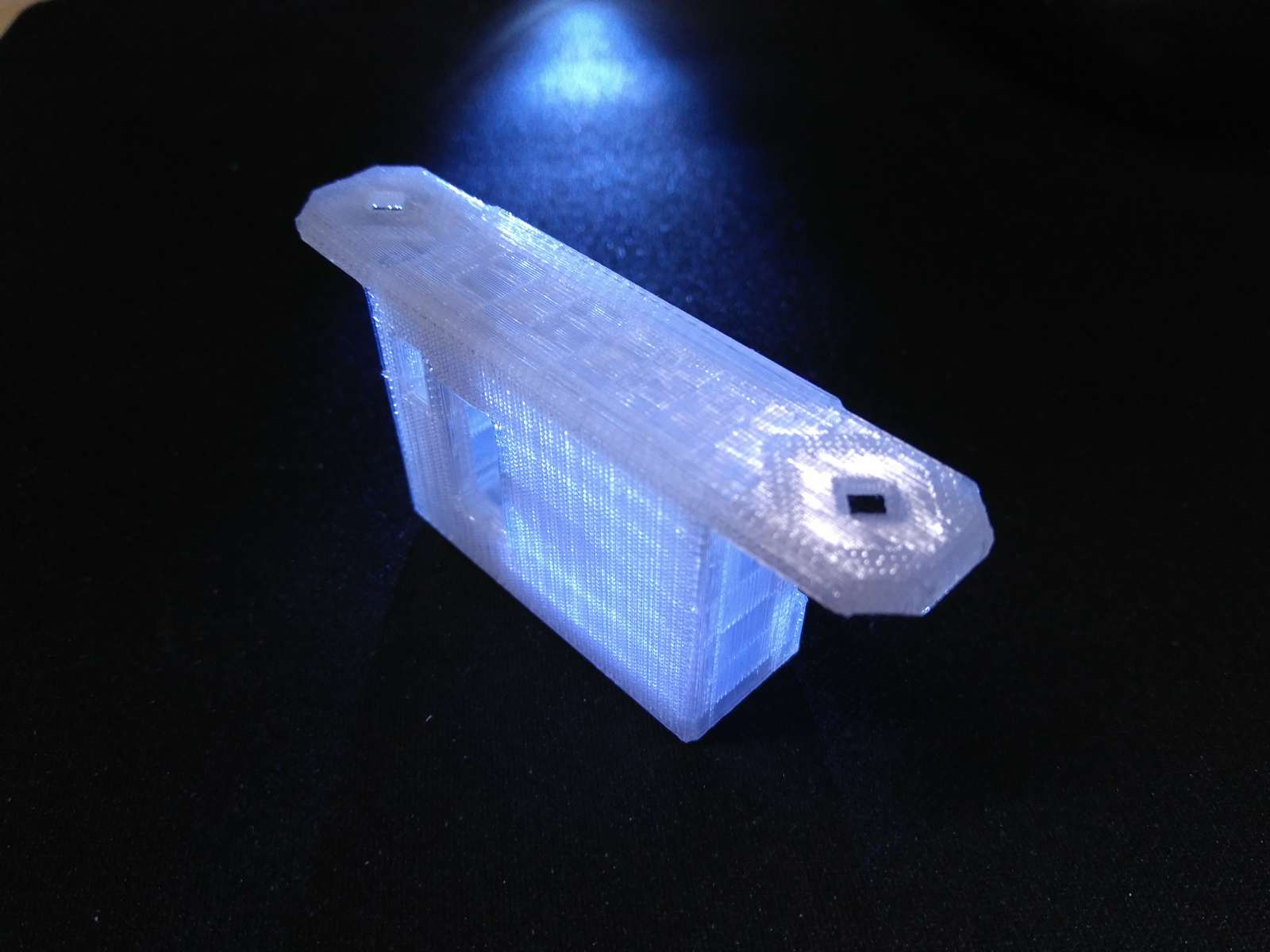
Die Beschleunigung werde ich demnächst wieder auf 1000 erhöhen, da der niedrige Wert sich bei Kreisfahrten störend akustisch bemerkbar macht – der Controller bremst mittendrin ein, um das Limit zu halten. Aber zum Abschluss hier noch ein Bild von einem Ausdruck:
