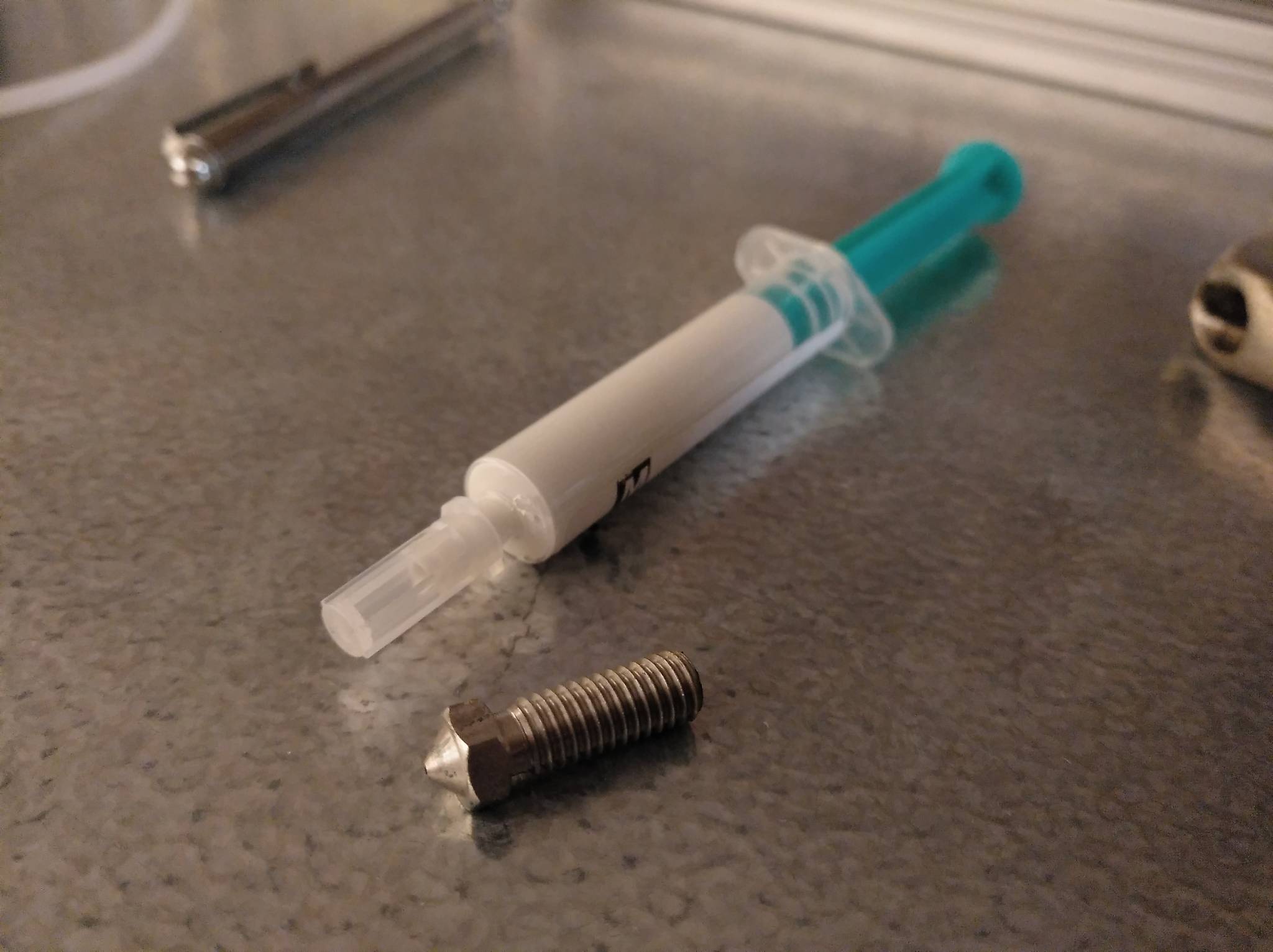
Es kam ein Päckchen, wo ich eigentlich nur ein Kuvert erwartet hatte: Im leichtgewichtigen Schuhkarton befand sich genau eine (1) Spritze mit 5 Gramm weißer Paste „TG 20031“ und eine Menge Füllmaterial.
Vor drei Tagen hat irgend etwas die Düse meines TronXY 3D-Druckers blockiert – Abrieb, ein Span, irgendwas im Druckmaterial? Jedenfalls war’s mal wieder Gelegenheit, statt der Messing- eine Stahldüse auszuprobieren. Und wieder mal war das Ergebnis enttäuschend: Das Plastik floß einfach nicht richtig, der Vorschub-Motor war überfordert, kurz: taugt nichts. Zurück zu Messing, und alles wieder OK.
Diesmal wollte ich das aber nicht auf sich beruhen lassen. Wenn alle möglichen Leute mit allen möglichen Druckern mit Stahldüsen arbeiten können, warum dann nicht auch ich? Es kann ja nur an der Wärmeleitung zwischen Düse und Kupferblock liegen. Und da sich beide Düsen recht leicht einschrauben ließen, muss das Spaltmaß zwischen Innen- und Außengewinde recht hoch sein. Also hat die eine Seite des Gewindes (die den Schraub-Druck aufnimmt) guten Kontakt, und die Rückseite gar keinen. Sprich: innen entlang der Düse ist genügend Luftspalt, um den Wärmefluss zu bremsen.
Für den PC nimmt man in dem Fall Wärmeleitpaste. Nur ist die Paste für den PC nicht dauerhaft für die Temperaturen in einem Plastik-Extruder geeignet, damit scheiden die meist ohne Datenblatt oder Grenztemperatur-Angabe angebotenen Computerhändler-Pasten aus. Ich will ja schließlich nicht die Düse mit dem Heizblock verkitten …
Mit etwas Stichwortsuche landete ich dann bei einem Hersteller für Hochtemperatur-Wärmeleitpasten und Industrie-Schmierstoffe, der auch Kleinstmengen an Endkunden verkauft. Und daher: siehe oben, Schuhkarten, Spritze, und auf zum nächsten Experiment.
Der Druckkopf wird auf 170 Grad geheizt, die Messingdüse rausgeschraubt und dann 2-3 mm Pasten-Würstchen aus der Spritze entlang des Stahldüsen-Außengewindes verteilt. Mit spitzen Fingern und seehr respektvoll dann in den Kupferkopf gedreht (leichter Überlauf am unteren Gewindeende wird hingenommen).
Erster Test mit von-Hand-schieben vom Filament in die Düse ist zumindest ohne Blockade. Zeit für einen Probedruck mit meiner Normalgeschwindigkeit für Messingdüse (8 mm3/sek Durchsatz).
Kein Problem. Schon mal gut, das hat vorher nie funktioniert.
OK, drehen wir mal am Rad: 125% Geschwindigkeit über den Knopf am Marlin-Bedienpult.
Immer noch kein Problem! Das sieht doch endlich mal gut aus! Mehr möchte ich aber nicht auf die krude Art ausprobieren, da ja auch die Beschleunigungs- und Leerfahrt-Werte skalieren, und das geht schnell mal über die Mechanik-Fähigkeiten hinaus …
Also ein neuer Anlauf, mit 15 mm3/sek, und … sogar das geht jetzt! Woah! Wieso erwähnt eigentlich kaum jemand von den Händlern, dass man mit so einem Hauch des richtigen Hilfbetriebsstoffs ungeahntes Potential freisetzen kann? Jetzt wird mir auch klar, wieso das originale Volcano-Hotend mit 25 mm3/sek Maximaldurchsatz im Datenblatt steht. Gut, so weit werde ich wohl nicht aufdrehen aus Rücksicht auf den Rest der Maschine, aber selbst die problemlose Steigerung von 8 auf 15 (und das mit robusterer Stahldüse) ist mir schon viel wert.
